13298195058
微信同号,欢迎咨询





返回列表来源:郑州华隆机械 发布日期:2019-03-06 | 加入收藏
硅砖主要用于炼焦炉的炭化室和燃烧室的隔墙,均热炉、热风炉、酸性平炉和玻璃窑炉的炉顶或拱顶等部位。硅砖制品的裂纹可分为表面裂纹和内部裂纹,后者也称为层裂。表面裂纹又分为横向裂纹、纵向裂纹和网状裂纹。参见图1。
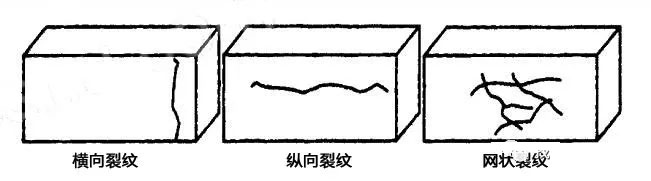
图1 硅砖表面裂纹类型
通常,就一块标准型硅砖而言,其坯体加压方向一般为厚度方向。硅砖成型过程,实质上是一个使坯料内颗粒密集和空气排出、形成致密坯体的过程。砖坯经压力机压成型后,具有密度高、强度大、干燥收缩和烧成收缩小、制品尺寸容易控制等优点。但是,当机压成型工艺控制不当,坯体在加压过程中会形成的垂直于加压方向的层状裂缝,因此,硅砖内部的层状裂缝或者简称层裂,亦是纵向裂纹。
大的层裂在砖坯刚成型,或砖坯干燥后就可检测出来。但砖坯中微小层裂,只有在硅砖烧成过程中随热应力的作用继续扩展,才能在烧后明显地被检测出来。因此压力机硅砖成型环节尤为重要,硅砖的层裂主要由于机压成型工艺控制不当造成,所以有时也称之为机压裂纹。
硅砖的坯料和砖坯,都是由固体、水或其它结合剂和空气三相物质共同组成的。在整个机压成型或称为模压成型过程中,固相和液相量没有改变,而坯料中空气的数量则由于压力的作用被压缩和减少,被压缩的坯料容积亦相应减少。
由于模压成型时,压力用于克服颗粒之间的内摩擦力,颗粒与模壁之间的外摩擦力以及被压坯料的变形,随着离开压头距离的增加,坯料内部压力减少。依据压制坯体均匀程度的表达式:

等式(1)中,β为坯体压制均匀度,P为坯体表面压力,Pn为坯体内部压力,L为坯体长度,D为坯体承压直径,k为与坯体物性相关的系数。
因此,硅砖成型时宜用长径比小的短模,不宜采用长径比大的高模,来提高坯体内压力分布的均匀性,参见图3。同时,采取向坯料中引入某些塑化剂及表面活性剂,降低坯料内摩擦,减少压力传递损失;提高模具的光洁度或对模子涂油,降低坯料外摩擦;采用双面压制,降低坯体L/D比值;采用多次加压,先轻后重方式,避免砖坯内压力不致积蓄过大及消除弹性后效等技术措施,提高砖坯内部压力与密度的均匀性。从而,避免硅砖坯体中距受压面近的地方密度大,距受压面远的地方密度小,以减少层密度形成导致裂纹缺陷的产生。
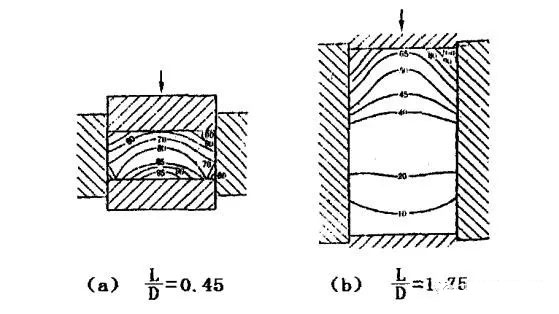
图3 砖坯压力分布(a)短模,(b)高模
此外,硅砖坯料是由骨料、熟料、球磨粉、矿化剂、亚硫酸纸浆废液及增塑剂经混练制备而成,改善坯料的捏练工艺,也有助于提高砖坯的密度。通过合理捏练,可以完成细粉对大颗粒的包覆,有效排除气体,提高坯料致密化程度,从而降低砖坯气孔率,参见图4。
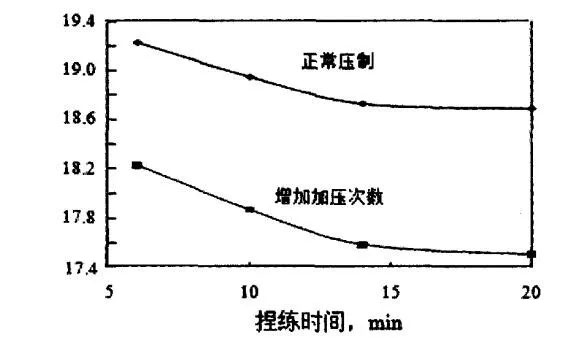
图4 坯料捏炼时间及加压次数与砖坯气孔率关系
硅砖的烧结实际上是SiO2的同质多晶转变过程,硅石原料在矿化剂作用下,经缓慢烧成,基本上转化为鳞石英、方石英,仅有少量残余石英。硅砖在使用中加热到1450℃时有1.5%~2.2%的总体积膨胀,这种残余膨胀会使砌缝密合,有利于保证硅砖砌筑体呈现良好的紧密性和结构强度。而且这种SiO2的同质多晶转变,决定了烤窑前期阶段耐火材料监控的重点是硅砖,升温速率以慢速均匀为特征。
为防止硅砖在烧成过程中发生晶型变化,伴随较大的体积变化导致裂纹的形成,必须采取以下工艺措施:
(1)要控制烧成不同温度范围的升温速率。小于600℃升温速率放慢,600~1000℃时升温速率可加快,1100~1300℃时升温速率应缓慢,1300℃~烧成温度(1430℃至1450℃)时,升温速率应是烧成过程中最慢的。烧成后的硅砖冷却时在600℃以下,特别在300℃时应缓慢。这样可以有效缓冲晶型转变的体积变化,使其鳞石英及方石英含量较高,并避免裂纹的形成。
(2)应在高温烧成阶段采用还原气氛,有利于低价氧化铁的矿化作用和促进鳞石英大量生成。否则,在氧化气氛下尤其矿化剂不足时,α-石英大多数转化为α-方石英,这种转变称为“干转化”。在干转化时,由于砖体不均匀的体积膨胀很大,而又无液相缓冲应力,会导致制品结构松散和开裂。同时,应在硅砖烧成的不同温度阶段进行适当保温,使硅砖具有合理相组成,满足使用要求。
(3)改善半成品装车制度,降低裂纹发生的概率。硅砖的横向裂纹,即平行于制品的加压方向裂纹,通常为制品烧成时各部分受热不均所致,它们多出现在砖垛外侧的受火面,特别是顶层的制品表面。而硅砖表面网状裂纹,除了由于捏练不匀或原料变化,使得坯体本身微观不均匀的起因外,通常是由于制品受热温度过高且起伏较大所致。在装车时,需要将特异型硅砖放置于窑车的内部,标准普通型砖装在窑车的外部;异型砖的凸出部位或易出现裂纹的部位向里;窑车顶部要覆盖一些薄片砖,以避免火焰的直接冲击等措施,否则将会导致裂纹增多。
裂纹是影响硅砖成品率及性能的主要因素之一,抓住机压成型和烧成工艺是避免硅砖裂纹形成的关键。硅石原料的理论和实际转化情况有所不同,需根据原料、砖型种类等变化实时地调整其烧成制度。硅砖坯料的制备和质量是重要的,甚至是关键的因素,只有严格控制好每一道工艺环节,方能高效低耗地产生性能良好的硅砖产品。
郑州华隆机械制造有限公司,提供耐火砖全自动化生产线,包括:破碎系统、自动配料系统、自动混料系统、自动布料系统、自动成型系统、自动检测、码垛系统。可提供耐火砖新厂规划和老厂改造方案,详情咨询电话:0371-60121717官方网址:http://www.yazhuanji.cn/

上一篇: 上一篇:硅砖的生产工艺流程以及生产注意事项 : 下一篇: 下一篇:耐火材料自动化在未来会变成什么样子







 微信咨询
微信咨询 关注公众号
关注公众号